立體打印
簡介
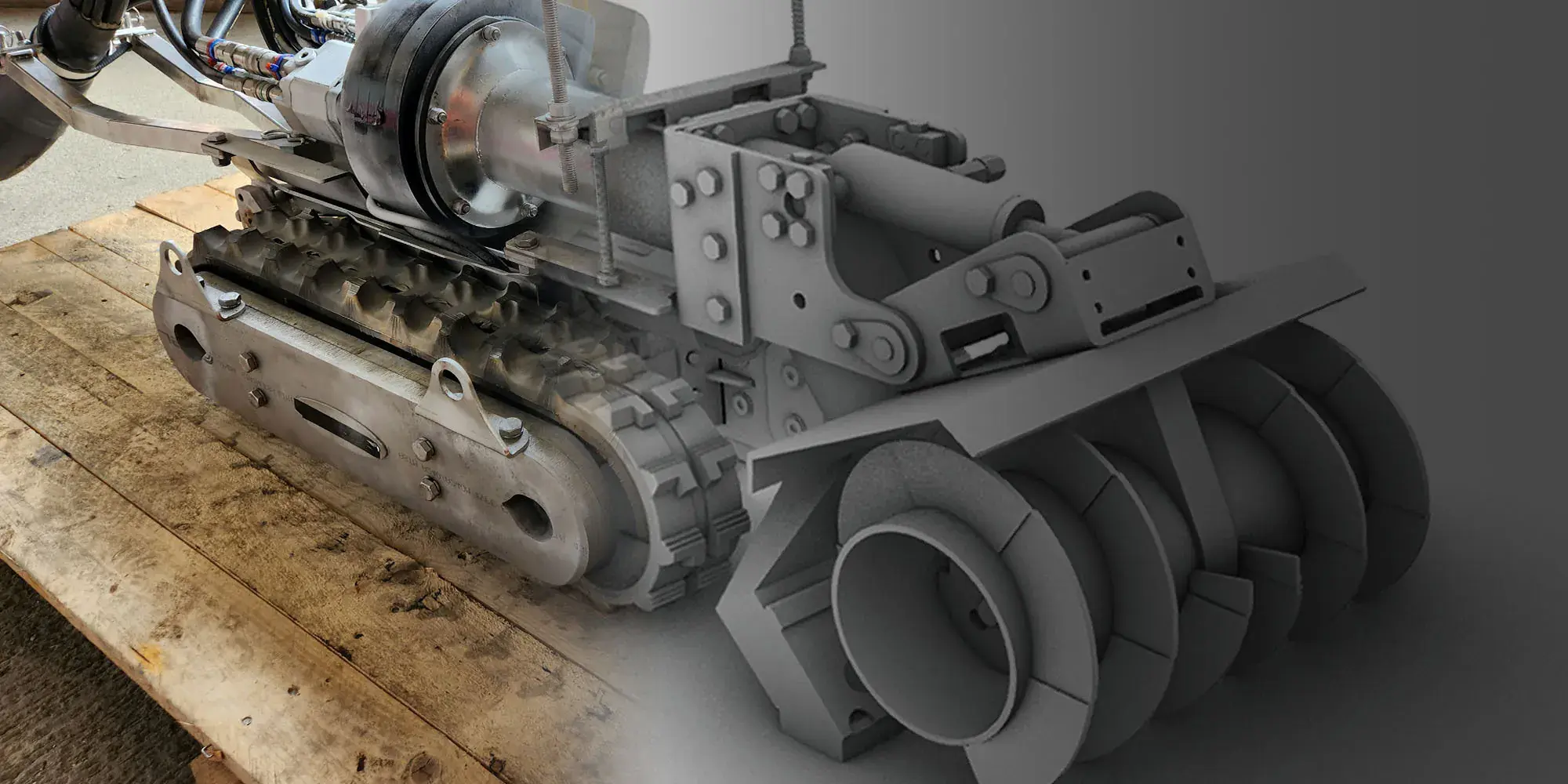
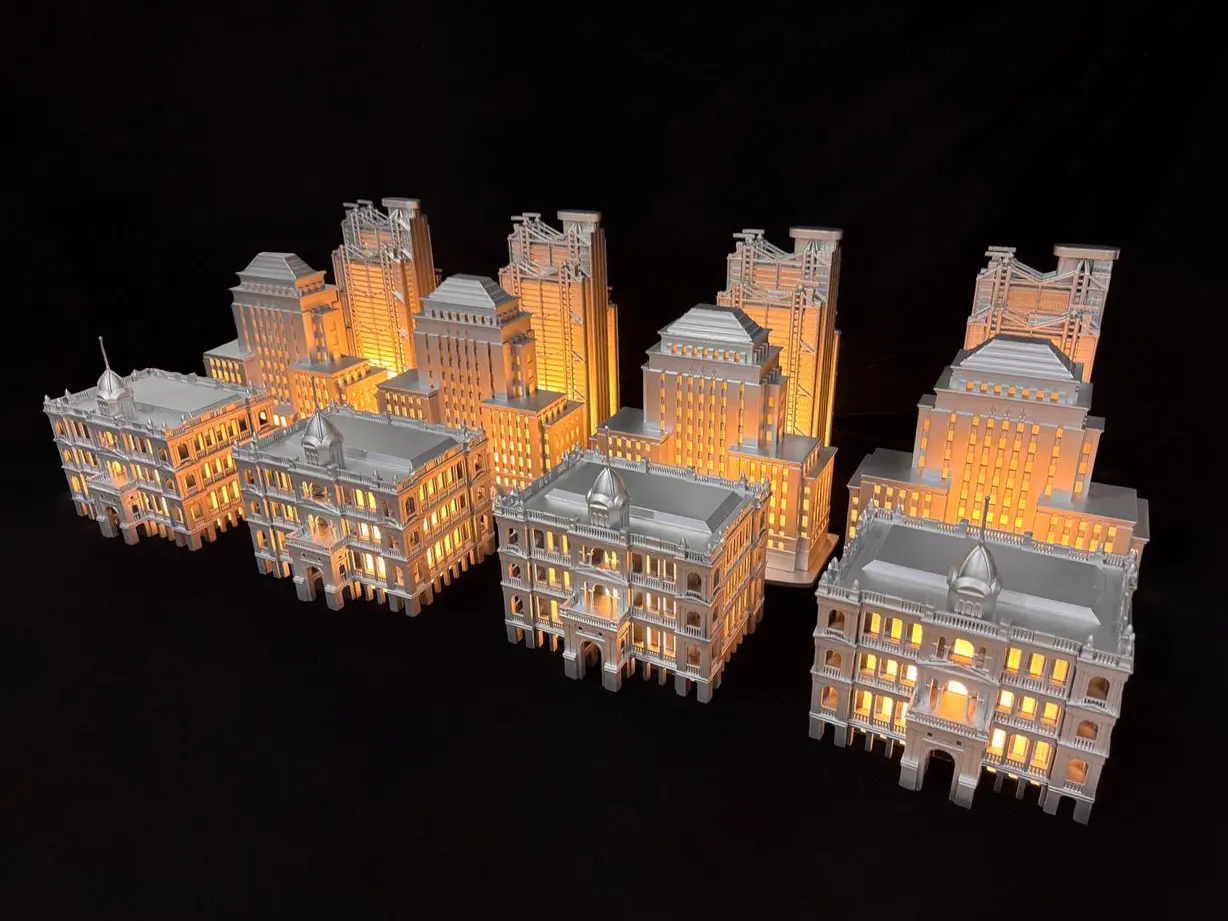
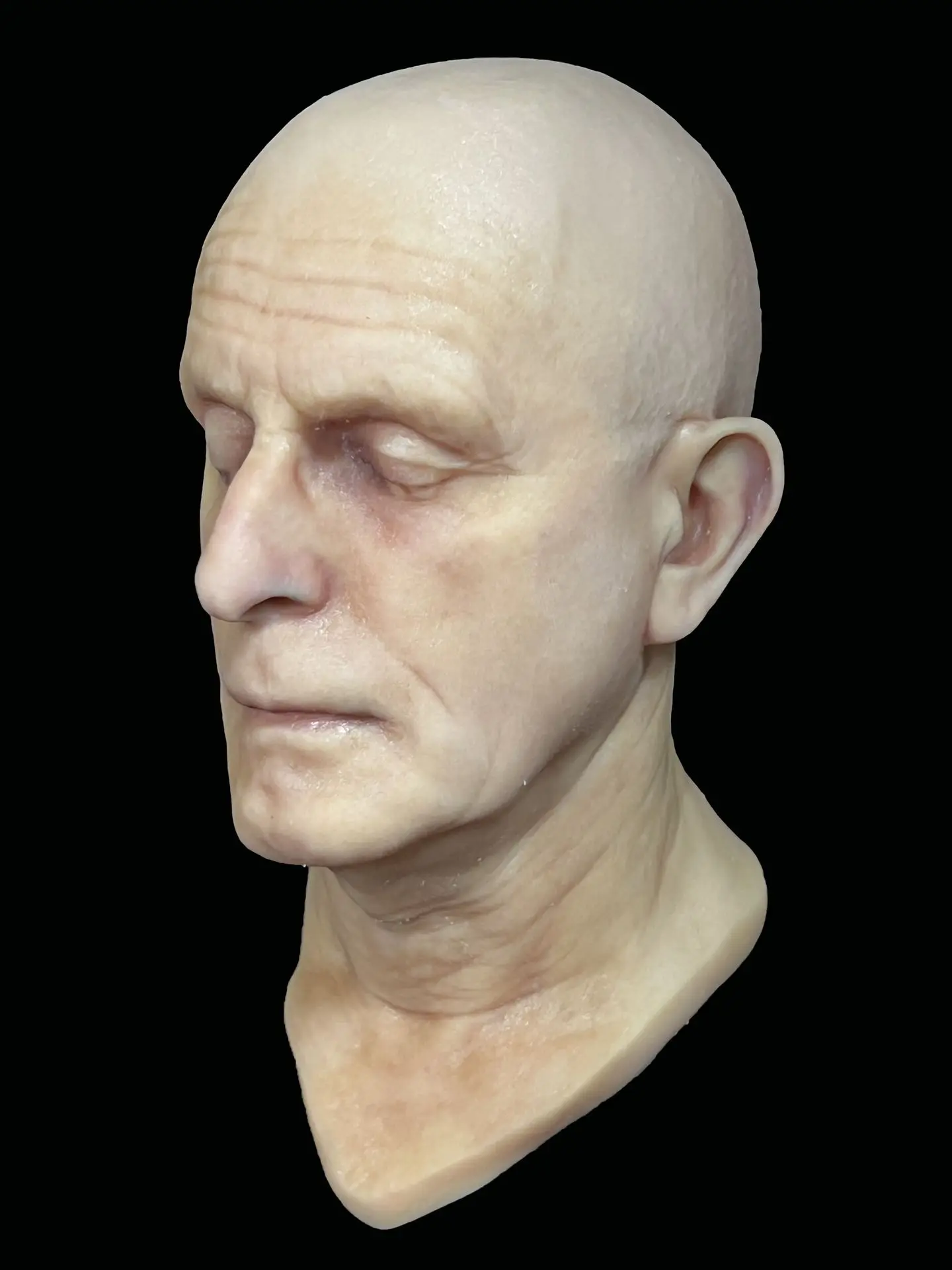
我們提供專業的立體打印解決方案,將您的設計快速轉化為實體模型。支援多種打印技術與材料,包括樹脂、塑料、金屬與彈性材質,適用於功能性零件、產品原型及藝術創作。憑藉先進設備與豐富經驗,能實現高精度、高效率的製作。不論是單件樣品或小批量生產,皆可配合後處理(打磨、上色、組裝),確保成品品質與細節。歡迎聯繫我們,訂製專屬的 3D 打印方案,讓創意快速成型。
聯絡我們

發掘我們的
三大優勢
1

高精度還原
先進設備支援微細結構與嚴格公差,精準展現設計細節,助您快速完成專業模型。
2
彈性生產
單件打樣或小批量訂製皆可,縮短開發週期,靈活應對不同需求,保持穩定品質。
3

多元材料選擇
提供樹脂、塑料、金屬與彈性材質,兼顧功能性零件、產品原型及藝術創作應用。
簡單五步,完成打印
1
文件檢查
收到客人圖檔後,會先確認模型文件的完整性和可打印性,例如檢查壁厚和結構穩定性。
2
了解打印目標效果
根據客人需求,目的,從而提議合適的材料和打印技術(如FDM、SLA、SLS等)。
3
開始打印
開始3D打印過程。
4
後處理
根據客人需要,可以加選清洗、打磨、上色等後處理服務。
5
交付
將最終打印件交付給客戶。













常見問題
尺寸限制:打印機的打印尺寸有限,無法一次性打印大型物體,一般需要分件打印後再進行組裝;過於精細的部分可能會出現彎曲或無法完整打印。
在開始打印之前我們會先檢查圖檔,如發現任何風險將提前告知客戶並根據具體情況進行處理。
後處理需求:某些打印可能需要額外的後處理來達到所需的外觀或強度。
顏色限制:單色打印一般只有簡單的顏色選擇例如黑、白、灰、紅泥色等;特別顏色要求,一般會打印後噴色處理。
為了保護您的3D設計私穩,建議與我們簽署保密協議。
此外,您亦可以在模型上添加水印或標籤,進一步有效地保障您的知識產權,讓您更安心。